刃を立てただ切れるだけの状態にするにはそれほど多くの道具は必要ではありませんが日本刀らしく美しく見せるためには研ぎ師による「美術研磨」が必要です。
美術研磨工程は大きく2つに分けることができます。
下地研ぎと仕上げ研ぎです。
それではその美術研磨に必要な道具と研磨工程をご紹介いたします。
研ぎに必要な砥石と道具
砥石の種類は一般的には下地砥が7種類、仕上げ砥が2種類です。その他道具も使用します。
下地砥(したじど)
- 金剛砥(こんごうど)錆びた刀などを研ぐ時に使用。黒灰色#120から#180程度の目の粗い人工砥石(以下#の粒度は人工砥の粒度で表現するのは困難なためあくまでだいたいの大まかな数値としてみてください。天然砥は様々な材料が混在しているため)
- 大村砥(おおむらど)荒砥の一種で和歌山県が産地。比較的柔らかい砥質のため整形には使用せず、主に地刃不明の赤錆刀の焼刃の確認や仕上げ砥自体を削る時に使用します。(刃艶、地艶を薄く擦る)和歌山県産 #200程度
- 備水砥(びんすいど) 熊本県が産地、黄白色、黒灰色#400程度 備水の代わりに昔は伊予砥、さらに昔は常見寺砥じょうげんじどという砥石を使用していたが、この伊予砥までもが産出されなくなり現代では備水砥が使われる
- 改正砥(かいせいど) 正式名称改正名倉砥 明治末期位から研磨で使用するようになったといわれている。山形県が産地、赤茶、黄白色#600~#800程度
- 中名倉砥(ちゅうなぐらど) 愛知県南設楽郡が産地、色は黄白#800~#1500程度
- 細名倉砥(こまなぐらど) 愛知県南設楽郡が産地、色は黄白#1000~#2000程度
- 内曇砥(うちぐもりど) 産地は京都山城で色は灰色#2000~#8000程度(人工砥石では代用不可) 通常、地砥と刃砥2種類用意し使い分ける。
仕上げ砥(しあげど)
- 刃艶砥(はづやど) 不純物が少ない良質の内曇砥を平タガネで削ぎ、厚紙のように薄く磨きだして、裏は漆等で吉野紙を貼る。刃文に合わせ円盤状、三角形など1cmくらいの大きさにする。
- 地艶砥(じづやど) 刃艶と同じく鳴滝砥(黄土色)を薄く紙のように磨きだして1cmくらいの大きさにする(細かくする場合もある)。裏は漆等で吉野紙を貼る。
仕上げに使う道具
- 磨き棒 鎬地や棟を磨くために使用する。肌を潰し磨くため硬い炭素鋼やタンガロイでできている。これで磨くと鉄は黒く見える。
- ヘラ 磨き棒と同じ目的で使用される。
- 角粉(つのこ)刃艶や鎬地と棟を磨く時に使う、原料は鹿の角を焼いて粉にしたもので油を取り除くために使う。
- イボタ 鎬地と棟を磨く時に使う、原料はかいがら虫で滑りをよくする目的で打ち粉のようにして使う。
- 金肌(かなはだ) 金肌は酸化鉄で鍛錬時に出る酸化被膜です。刀身を拭って光沢を出すために使います。金肌を乳鉢で細かく砕き、すり潰して刀剣油と混ぜ吉野紙で濾過して使います。 因みに差し込み研ぎはこの金肌ではなく磁鉄鉱や対馬砥石の粉を使用します。
その他の道具
- 研ぎ台 水に強い材料で一般的にヒバや桧(ひのき)で作られている。
- 砥台 砥石をのせる台。
- 砥石枕 砥台に置かれる砥石に傾斜をつけるために使用する。
- ふまえ木 足で踏み砥石が動かないようにする。
- つま木 ふまえ木を踏んだ右足の前をのせる。これによって水が足にかからないようになっている。
- 机木(しょうぎ)腰掛のこと
- 水桶 研ぎに必要な水を貯めておく。
- ナルメ台 帽子の仕上げで使用する。複数欠きが段となりクッション性がある台。
- 竹ヘラ 横手を切る時に使う。
- 乳鉢 金肌をすり潰す時に使う。
- 布、吉野紙、綿 布は刀身についた砥汁を拭いたり、刀身保護に使用し、吉野紙はナルメ台の上の滑り止めとして置いたり、刃艶や地艶の裏貼り(割れ、滑り止め)、金肌の濾紙として、綿は拭いの時に使用します。
研磨の工程と研ぎ方
下地研ぎ
この下地研ぎは形を整形する土台となります。ベースです。ここで少しでも形を崩したり、砥石目を残すと仕上げではどうやっても修正することができません。前の砥石と同じ方向に研がず、前が切なら次は筋違などへ変える。理由は前の砥石目残りを確実に消すため、チェックしやすくするため。平地と鎬地でも方向を分ける人もいる。
- 金剛砥 深い錆び、変形した刀の形を整え刃をつける時に使う。研磨の良し悪しが決まる。
- 大村砥、伊予砥、備水砥 鍛冶押し後の場合などここから始める場合がある。金剛砥同様にこの段階までが研磨の良し悪しを決定させ、これ以後の工程はこの時の砥目を消していく作業。研ぎ方は砥石の面に合わせて押して引き、押すときに力を入れます。砥石の面の当て方は斜めの「筋違い」と、直角の「切」があります。一般的にここでは棟と鎬は筋違い、地と切先が切になります。
- 改正砥は前工程の砥目を除去するのが主な目的で筋違に当てるのが良いと言われている。効きがよく肉を落としやすいので注意が必要です。刃先に当てずに刃先を僅かに残して研磨する。
- 中名倉砥は最初は大筋違いに砥石を当て、次に平行に砥石を当て研ぐ(左に切先、右を茎にした時、左右に刀を動かす)作業。これをタツに突くと言います。砥石の効き目を増すために刀身をはね上げるようにして研ぐしゃくり研ぎも使います。この段階で白鞘等の工作に出すのが一般的。
- 細名倉砥は下地の仕上げの段階です。今までの砥目を残さず消してしまわなければなりません。そうでないと内曇砥がきかなくなってしまうので入念に行います。
- 内曇刃砥この段階では平らに研ぎ押すことよりも引く時に力を入れます。熱を持って熱くなる程、時間をかけて行う。理由は刃中の働きが十分に現われるようにするためです。
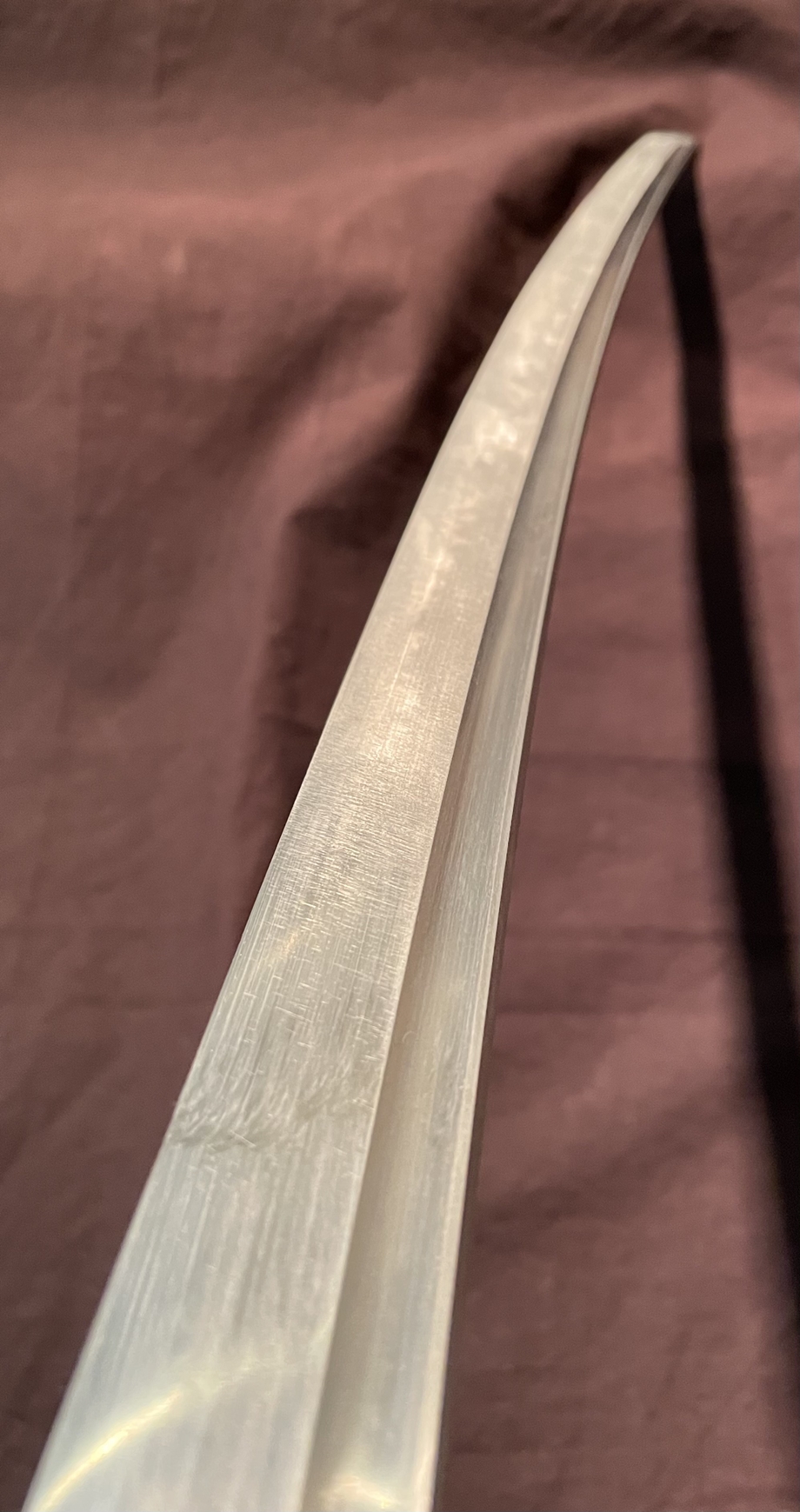
- 内曇地砥は刃砥より硬めの砥石です。この工程で地鉄や刃文がうっすら見えてきます。短く引いて研ぐことが大事と言われています。この工程で下地研ぎは終わりです。
下地研ぎをした刀の画像を見るにはここをクリック




仕上げ研ぎ
工程は刃艶、地艶、拭い、刃取り、磨き、横手切り、ナルメで行われる。この段階を経て美術鑑賞が可能になります。これらのやり方は昔は刀鍛冶のそれと同じく秘伝とされるほどです。下地研ぎが悪い場合はいくら仕上げを施しても、仕上げでは修正できません。
仕上げで修正できない(下地が悪い)例を見るにはここをクリック
まずは研ぎによる凸凹です。部分研ぎや曲がりを完全に直さずに(直せない場合有)研いだりすると凹が生じます。これは研師が悪いという意味ではなく、いくら良い仕上げ研ぎをほどこしても良くなりませんという意味でとらえてください。保存の概念では全体的に研いで減らすよりも一部と研ぐという選択もありますので。
研ぎによる凸凹については現在画像が用意できないのでご想像でお願いします。斜めにして光に透かした時に鎬地や平地を見ると凸凹が確認できます。微妙に角度を変えていくと発見しやすいかもしれません。
次の悪い例は砥石目残りです。画像をご覧ください。刃取りの方法が多少違うので刃文ではなく平地だけを見てください。
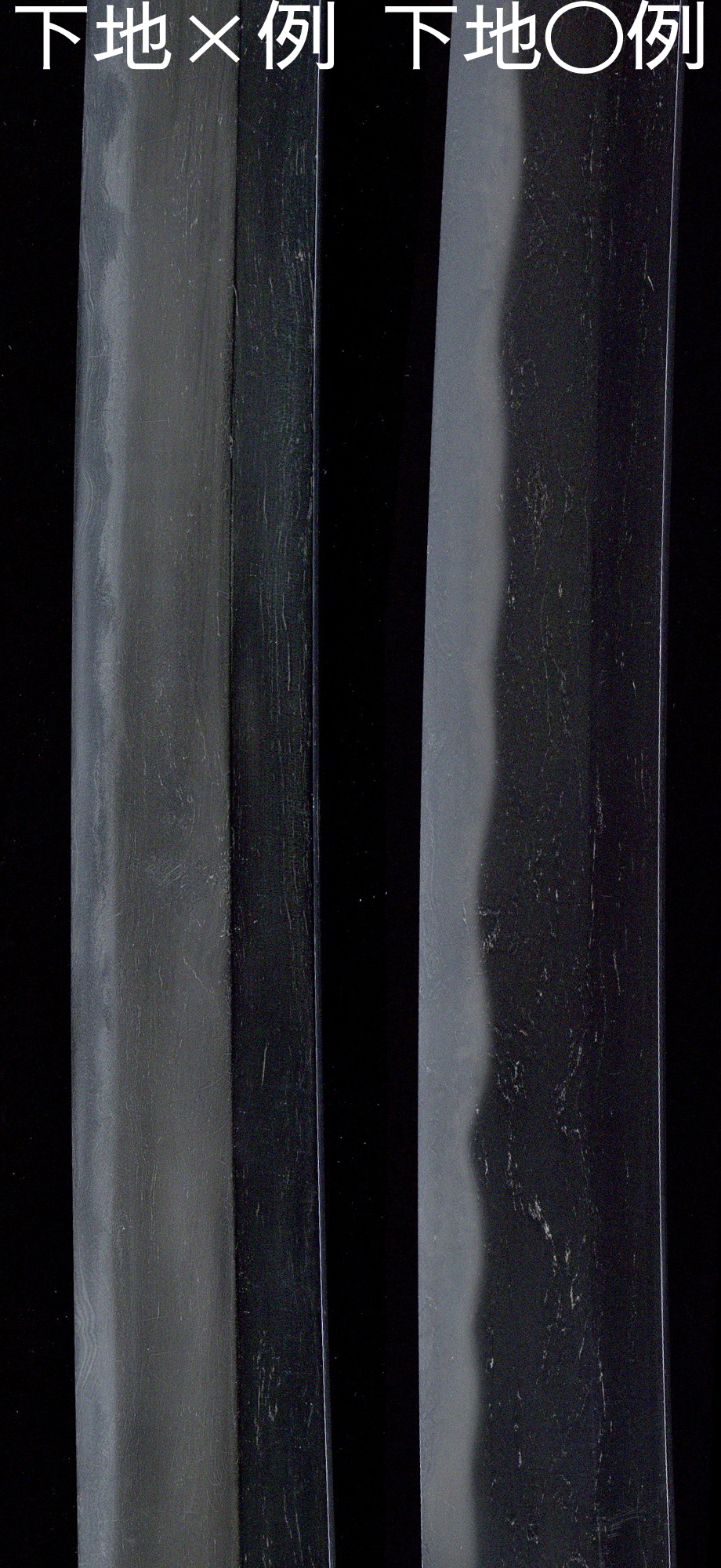


ひどいですね。実はこれ私が研いだものです。下地+仕上げの下手研ぎです。〇例は別の刀で、研師による上手い研ぎ例です。
刀鍛冶を目指していたくらいで手先に自信はあり研究時に研ぎをやってみたのですが、やはり砥石を一定方向に、そして、前の砥石とは別の方向で研ぐ必要があるとわかる典型的な駄目な例です。下地の時はよーく見ないと傷が残ってるのが発見できないんですね。その傷の深さまで消さないと仕上げしても当然綺麗にならない。
下地研ぎの状態でも傷が残っていた場合、仕上げでこのようにはっきり現れます。あと砥汁、塵、砥石の不純物をしっかり取り除かないと同じような傷がついてしまいます。写真は高画質だから結構目立ちますが、肉眼でみれば肌、刃、艶は変わらずで、丁寧さ、やり方は駄目でもぱっと見は駆け出しの研ぎ師くらいですよ(慰)
このように経験を積んだ研師以外がやるのはおすすめしないです。
因み研師以外が汚れや錆びをとろうと試みるも、結果どうしようなくなるとこんな感じ↓

あとはコンパウンドとか紙やすりを使い鎬筋がアールになったり、凸凹したり、ピカピカにしすぎて刃文が見えないものなど。よく見かけます。研師に依頼しましょう。
すみません。脱線しました。
では本題に戻り仕上げ研ぎについてご説明します。
- 刃艶砥 まず刀身の油をとるため角粉を使用します。次にこの刃艶砥で刃を研磨します。使い方は砥汁(同じ内曇砥で面磨りしたもの)を使いに研いでいく。この作業の目的は沸、匂を出すために行われます。刀による硬さの個体差、天然砥石という内曇りの硬さのムラがあるため、あてながら選ぶ必要がある。
- 地艶砥 鳴滝砥を細かくしたものです。こちらも刃艶同様に最適なものを選ぶ必要があります。地を研ぎます。鎬地から研ぎはじめる研ぎ師もいれば、鎬地はやらない人もいます。砥汁が途中で出てくるが洗い流してしまうと潤いがなくなり拭いの段階で苦労することになる。この地艶で肌がよくみえる。この段階ではまだ白っぽく光沢がない。
- 拭い 金肌等を用いて地鉄に光沢を出す作業です。今でいうコンパウンドのような働きですが刀によって硬度差があるのでこれも金肌を使い分けます。古刀、新刀、新々刀、現代刀にマッチした金肌を独自で作ったり、用意し使用します。これも研師の経験やセンスが要求されます。明治以降に現代の金肌拭いが確立したと言われておりますが当時金肌を使うことは邪道だったといわれています。(刃文が派手になる)江戸時代頃から金肌拭いは存在した説がある中、この金肌(鍛錬鉄)ではなく、磁鉄鉱や対馬砥石の粉で拭う差し込み研ぎの方が歴史が古いと言われております。
- 刃取り 刃艶砥を使用します。拭いを入れると刃も地と同じように黒っぽくなるため刃艶砥を使用してまた白くする作業です。ただ白くすればいいのではなく刃文に合わせ、小刻みに、同じ力でヒケ傷を発生させずに研磨する必要があり高度な技術が要求されます。(差し込み研ぎの場合は拭いの後に刃取りを行いません)ここでいう刃は刃縁を指しますが、この刃縁をどこまでにするか悩む刀があります。ここは研師によるセンスです。
- 磨き 磨き棒やヘラを使用します。この作業は棟と鎬地を磨いて光沢を出すのが目的です。下磨きと上磨きがあり、どちらも同じ要領です。下上磨きは下磨きの曇りや鎬立ちをムラなく綺麗に磨く作業です。注意すべき点は肌をまったく潰してしまってはいけないということと鎬筋と棟筋の角は滑るので間違えて地や鎬地に磨き棒をぶつけたり、滑らせないことです。
- 化粧磨き 「流し」ともいい、鎺元と棟に何本かの線を上記7の磨き棒でいれることです。上磨きが化粧磨きではありません。この化粧磨きは研師のサインのようなものです。(数については本阿弥家の掟では奇数 例3、5、7 研ぎ師により線を入れない人もいる)
- ナルメ ナルメとは切先の帽子の仕上げのことです。まずは竹ヘラと刃艶を使い、横手筋を切ります(つくる)。ここで横手が生まれますが、この時まである程度の形が整っている必要があります。そしてナルメ台に和紙(滑りが防止できればなんでも代用可)を置き内曇りの砥汁をかけ、その上に特に上質な刃艶(四角形)を置き、帽子を研ぎます。形で言えば四角形なのですが、角になるところは注意深く角取りしておきます。ナルメ台はクッションになっていますが、同じ力で同じ方向に均一に研がないと綺麗に仕上がりません。ここまでの間どこかに傷をつけていなければこれで研磨は終了です。傷をつけてしまったらまたその傷の深さが取れるところまで戻り、やり直します。
仕上げ研ぎをした刀の画像を見るにはここをクリック






